第6章 Tera計算3_物流設備空間計算
第1節 PL_Ass計算
棧板自動倉庫(PL_Ass)計算的概要
此功能是一款用於算出棧板自動倉庫的儲存能力、伴隨而來的設置面積,以及與法規相關的「虛擬樓板」面積的模擬工具。
1. 儲存數與設置面積的算出
- 儲存能力的計算: 每一座倉庫的儲存數是由「列數 × 組數 × 層數」來算出的。
- 自動計算: 只要輸入座數・組數・層數,系統就會自動導出總儲存數與必要的設置面積。
- 反映設定: 更改貨架規格(Tera設定)並按下「開始計算(重新)」按鈕,面積就會立即更新為基於最新設計值的大小。
防火牆與「虛擬樓板」的計算邏輯
與日本的法規等相關,會根據自動倉庫的高度,使用「虛擬樓板」的概念來進行面積計算。 這會大大影響防火牆的設置標準(每1,500$m^2$)。
虛擬樓板的加算基準
根據貨架高度(最上層懸臂梁上表面),會依以下規定加算虛擬樓板面積。
| 最上層的高度 | 虛擬樓板的處理方式 |
|---|---|
| 未滿 5m | 無虛擬樓板 |
| 5m 以上 未滿 10m | 虛擬樓板 = 貨架設置面積(排除貨物搬運通道・檢修通道) |
| 10m 以上 未滿 15m | 虛擬樓板 = 貨架設置面積 × 2 |
防火牆設置的判斷
- 判定基準: 每當「實際設置樓地板面積 + 虛擬樓板面積」的合計超過 1,500$m^2$ 時,就會判定需要設置防火牆。
- 透過這個模擬,可以事前檢討提升倉庫的「高度」會對防火對策成本(防火牆數量)造成什麼影響。
導入・活用的優點
- 確認是否遵守法令: 因為在計畫階段就能掌握防火牆的必要數量,所以有助於準確估算建築成本。
- 空間效率的最佳化: 能夠導出考量了儲存效率與法規平衡的,最適合的貨架配置(組數・層數)。
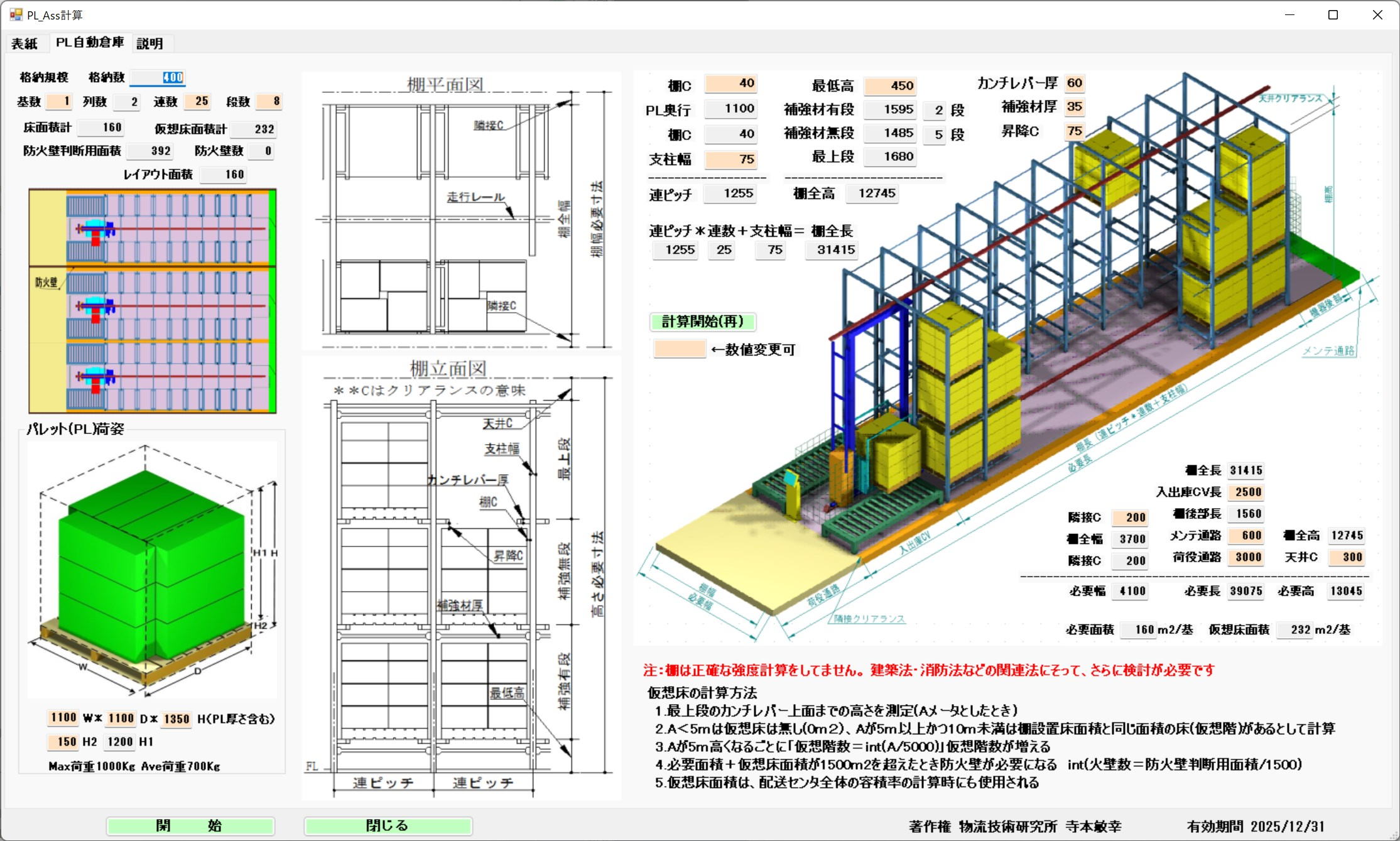
計算方法與防火牆(虛擬樓板)

1座的儲存數是列*組數*層數。
在左側的畫面中,會透過座數・組數及層數算出儲存數,並自動計算出設置面積。
更改貨架規格的Tera設定並按下「開始計算(重新)」按鈕,就會反映該變更值並計算出設置面積。
防火牆雖然是每1500m2設置,但會以每5m為單位加算虛擬樓板。
舉例來說
最上層懸臂梁上表面未滿5m時,無虛擬樓板。
最上層懸臂梁上表面為5m以上未滿10m時,虛擬樓板=貨架設置面積(排除貨物搬運通道、檢修通道)。
最上層懸臂梁上表面為10m以上未滿15m時,虛擬樓板=貨架設置面積*2。
設置樓板+虛擬樓板每達1500m2就需要防火牆。
第3節 電動貨架
電動貨架(移動貨架)概要
電動貨架是將PL固定貨架放置在電動台車上的結構,透過橫向移動台車,是一個可以共用貨物搬運通道的系統。 藉由這種方式,與固定貨架相比能大幅削減通道空間,提高保管效率。
結構上的特徵
- 高度的變化: 因為使用電動台車,整體的貨架高度會比一般的固定貨架高出台車的高度(約250mm)。
- 沿用棧板固定貨架: 放在台車上貨架本身的規格,是依循第2節中所解說的棧板固定貨架標準。
空間設計與間隙餘裕
在電動貨架的面積計算中,會反映出設備特有的維護空間與通道思維。
- 反映PL尺寸: 當變更棧板尺寸時,會連動重新計算整個電動貨架的必要面積。
- 相鄰間隙餘裕: 因為貨架背面會設置控制面板,所以必須確保 400mm 的相鄰間隙餘裕(間隔距離)。
- 是否需要輔助通道: 當貨架區域鄰近主要通道等地方時,可能就不需要個別的輔助通道。
面積效率的模擬範例
根據資料內的計算範例(4列 × 5組 × 4層 × 2PL = 160PL),每1個棧板(PL)所佔用面積的變化如下所示。
| 條件 | 設置面積 | 每1PL的面積 |
|---|---|---|
| 包含輔助通道的情況 | — | 0.79 $m^2$/PL |
| 排除輔助通道的情況 | 107 $m^2$ | 0.67 $m^2$/PL |
像這樣,依據通道設計的不同,每個棧板的保管效率會發生很大的變動,因此透過模擬來進行最佳化是很重要的。
計算畫面
電動貨架是將PL固定貨架放置在電動台車上,透過移動來共用貨物搬運通道。
貨架會變高,增加的幅度為台車高度的250mm。 關於放在台車上的PL固定貨架,請參照第2節的PL固定貨架。
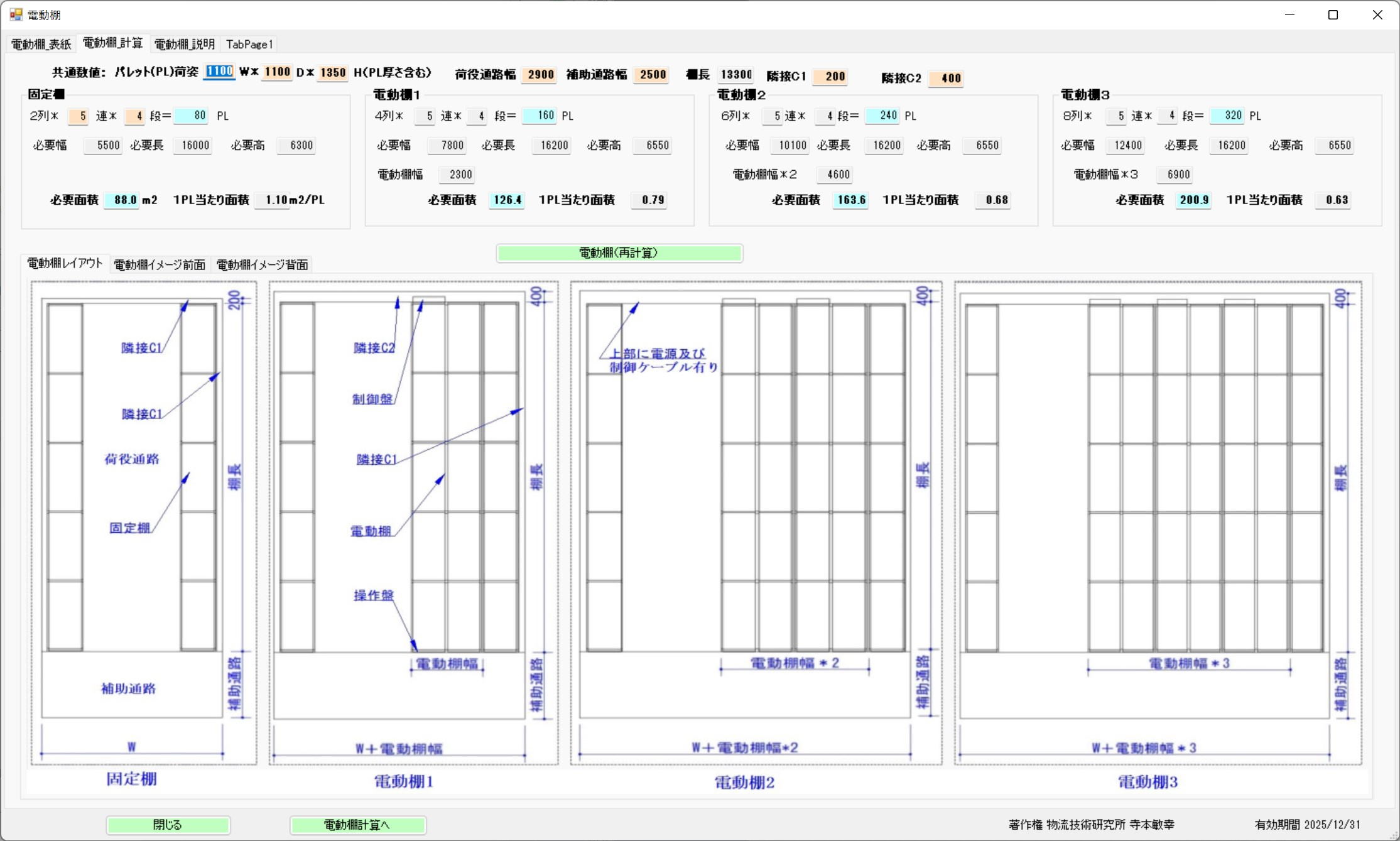
PL尺寸與相鄰間隙餘裕
電動貨架面積會反映PL尺寸的變更並進行重新計算。
如果鄰近貨架區域,就不需要輔助通道。 貨架背面有控制面板,需要400mm的相鄰間隙餘裕。
必要面積與每PL面積
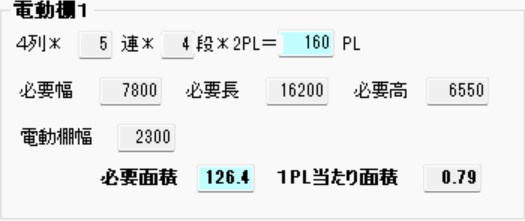
4列*5組*4層*2PL=160PL
雖然電動貨架1在包含輔助通道面積的計算下,算出每1PL的面積為0.79m2/PL。
但如果排除輔助通道面積,設置面積就變成107m2,也就是0.67m2/PL。
第4節 料盒自動倉庫
料盒自動倉庫的基本結構
料盒自動倉庫是使用專用的物流箱(料盒)來進行多層・高密度保管的系統。
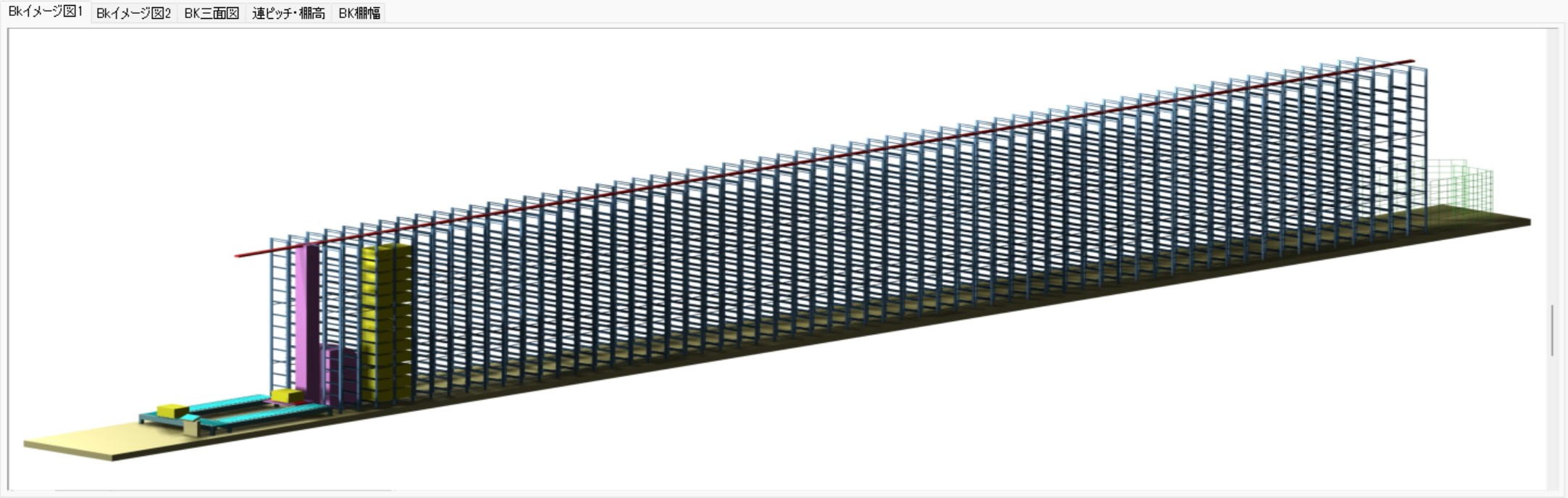
- 基本構成: 每1座會配置2列的貨架,搬運起重機(堆垛機)會在其中間行駛來進行貨物搬運。
- 懸臂樑方式的貨架:
- 物流箱是以跨越在從貨架支柱延伸出來的板子(懸臂樑)上的形式來保管。
- 起重機的滑板會從底部鏟起物流箱,藉此進行存取。
- 保管容器的限制: 只有規定尺寸的專用物流箱才能進行保管。 尺寸不同的物品,或是強度較弱的紙箱等,無法直接保管。
貨架的前方會設置入出貨輸送帶,並進行如下的作業。
- 出庫方式: 有以物流箱為單位直接出庫的方式,以及只取出必要數量的「散裝揀貨」。
- 散裝揀貨: 從出庫的物流箱中揀取商品後,會將裝有剩餘商品的物流箱再次自動入庫。
- 作業環境: 需要讓作業員能有效率移動的貨物搬運通道,以及輸送帶空間。
設計尺寸與間隙餘裕
透過更改Tera計算的設定值,就能夠進行基於最新設計的自動計算。
尺寸的算出範例
當使用51型物流箱(寬度550mm)時,標準的計算範例如下所示。
| 項目 | 尺寸設定範例 |
|---|---|
| 貨架寬度(整體) | 1,910mm (貨架深度555mm × 2列 + 起重機寬度800mm) |
| 建築物相鄰間隙餘裕 | 200mm (建築物牆面與貨架之間的空間) |
| 座間間隙餘裕 | 150mm (並列配置2座起重機時的間隔) |
貨架的構成要素
貨架並非一成不變,而是根據結構上的任務,由「第一層」、「最上層」、「有加強材層」、「一般層」等區分所構成,這些也會反映在計算中。
計算畫面
照片標題

每1座
搬運起重機會在2列貨架與貨架之間行駛。
貨架採用懸臂樑方式
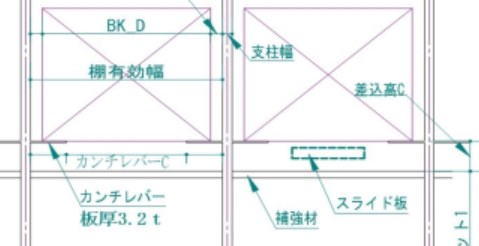
有板子(懸臂樑)從兩側貨架支柱延伸出來,而物流箱則以跨越在該板子上的方式被保管。
滑板會從行駛起重機的貨物搬運裝置插入貨架中,鏟起物流箱的底部,將其從貨架上收進起重機內。
使用規定尺寸的物流箱,尺寸不同的容器無法保管,即使尺寸相同,強度較弱的紙箱等也無法保管。
貨架前方會設置入出貨輸送帶,由作業員進行入庫及出庫作業。 貨物搬運通道也是必要的。
有物流箱單位出庫與散裝揀貨兩種方式。
散裝揀貨是從出庫的物流箱中揀取商品,然後將物流箱再次入庫。
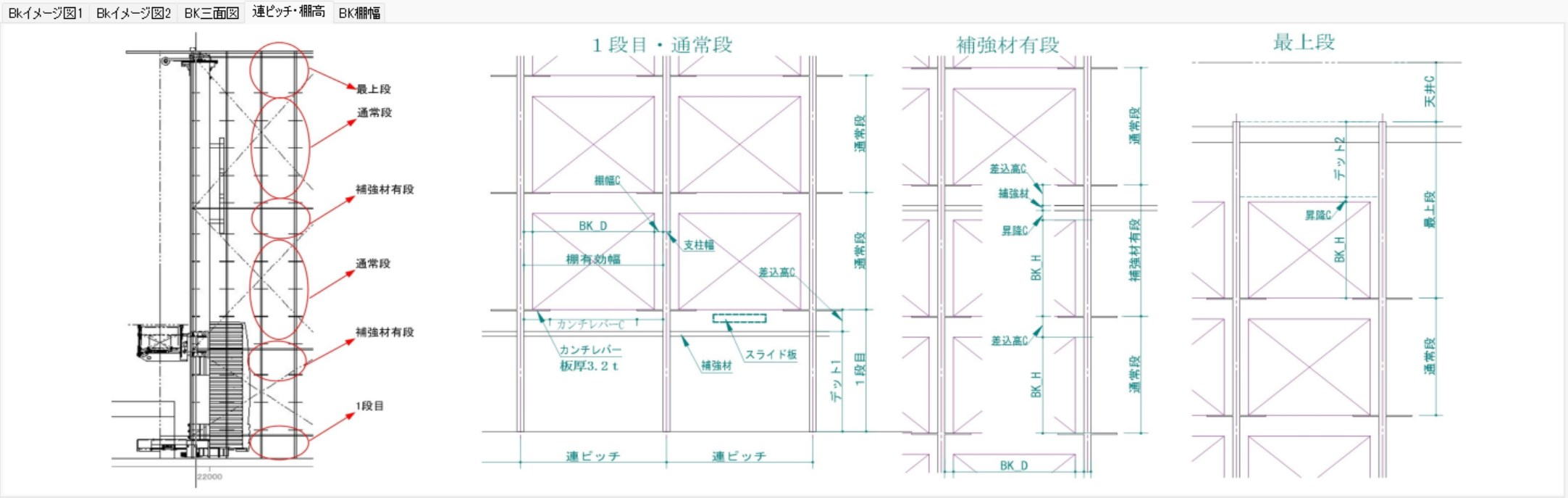
貨架結構分為
第一層・最上層以及有加強材層與一般層。
只要變更Tera設定數值
就會反映變更並自動計算。
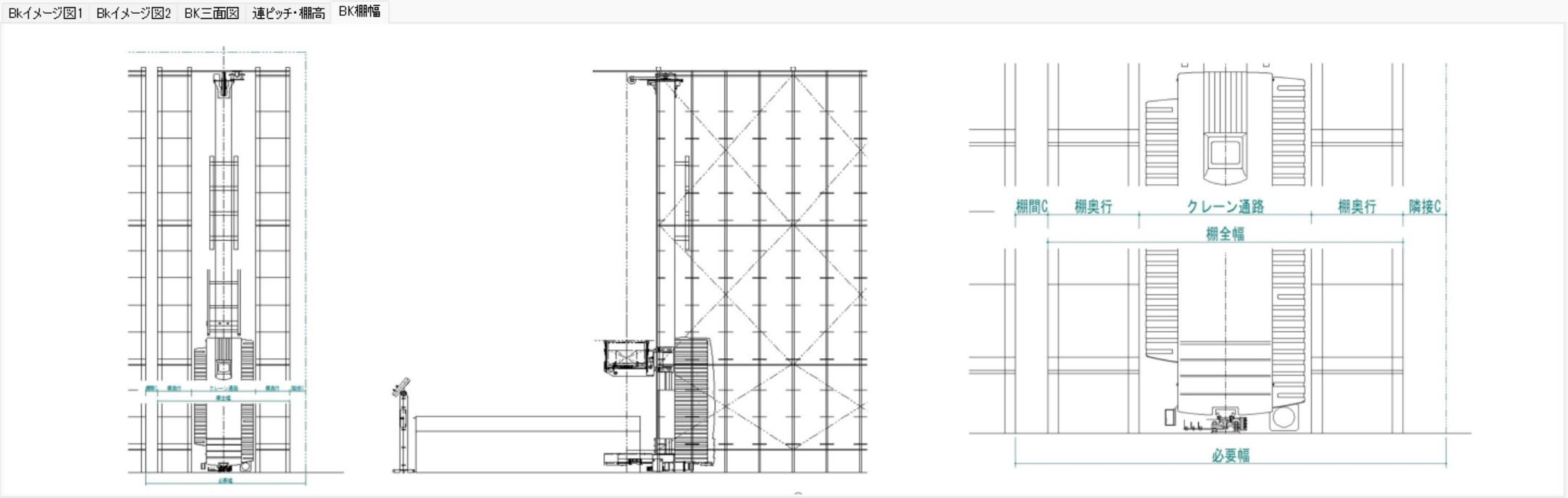
貨架寬度在
使用51型物流箱(550mm)的情況下,
會是貨架深度555mm*2列・起重機寬度800mm,總計為1910mm。
建築物相鄰間隙餘裕為200mm。
在有2座起重機的情況下,座間間隙餘裕為150mm。
第5節 紙箱自動倉庫計算
紙箱自動倉庫(SAS)概要與特徵
紙箱自動倉庫(SAS:Shuttle Automated Storage)自1985年問世以來,是擁有超過700座交貨實績的高可靠性物流設備。 近年來,由於專利限制的解除,許多物流製造商開始販售,再次引起了關注。
1. 高度的分揀・排序功能
- 個別管理能力: 在保管1,000箱時,能個別管理1,000個品項。
- 排序出庫: 具備能指定符合出貨地的「出貨順序」來出庫的強大分揀功能。
2. 壓倒性的入出庫能力
由於高速行駛台車(穿梭車)能在貨架的每一層獨立移動,因此能發揮凌駕傳統系統的能力。
- 每1台台車的能力: 每小時可進行50〜70件的入出庫。
- 系統整體的能力: 例如在15層結構的情況下,就會具備 60次 × 15層 = 每小時900次 的入出庫能力。
3. 作業效率的戲劇性提升(揀貨比較)
與人力作業相比,在SAS的出庫站,揀貨速度會大幅加快。
- 流動式貨架(人力): 大約每12秒1次(300次/小時)的揀貨效率。
- SAS出庫站: 能進行每5秒1次(720次/小時)的高速揀貨。
低流動出貨地・品項的效率化
在配送中心裡,最難以機械化、最耗費人力的「低流動(出貨頻率低)」領域之課題,SAS能一舉解決。
紙箱與散裝的混合連續作業
- 不需要併貨: 能夠連續進行整箱單位出貨與散裝單位出貨是其最大特徵。
- 具體範例: 針對低流動出貨地,當有「1箱紙箱」與「3個品項合計15個散裝」的訂單時,因為可以混合進行連續作業,所以在後續工程中就完全不需要併貨作業。
設計尺寸與實務上的注意事項
在Tera計算中,可以反映以下數值進行高精準度的模擬。
- 儲存能力: 支援長・寬・高在150mm〜600mm的紙箱,1座(2列×15個儲位×13層)約可保管2,000箱。
- 維護便利性: 設計成每2,000mm高度設置檢修用走道,即使在故障停機時也能手動出庫。
- 結構上的協調: 由於行駛台車的結構會懸垂於軌道下方,因此必須注意有無走道造成的尺寸干涉。
- 法規(虛擬樓板): 當最上層超過5m時,根據規定會作為「虛擬樓板」加算面積。
將下方紅框部分的低流動出貨地・低流動品項放入紙箱自動倉庫中,以出貨地為單位進行混合出貨

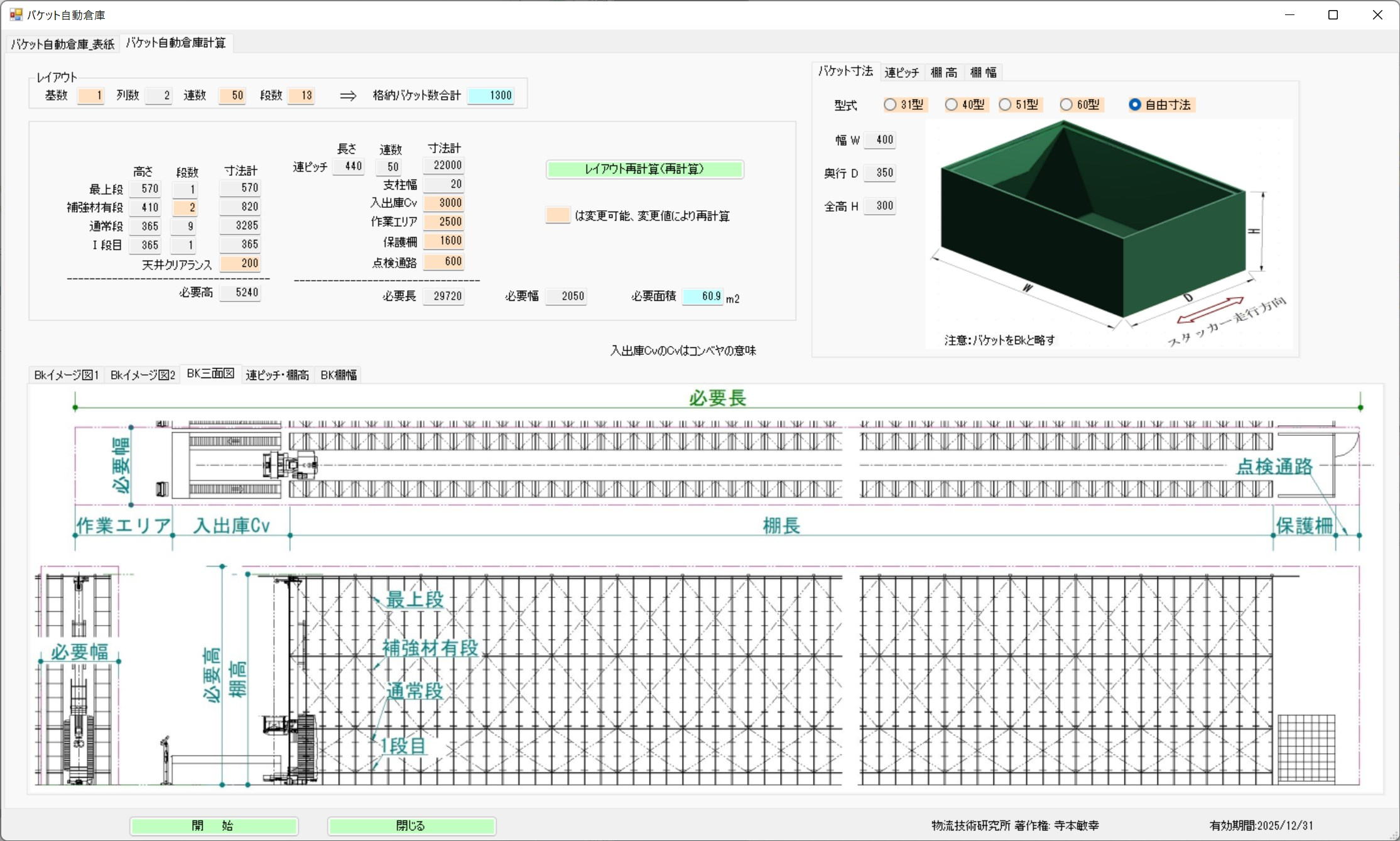
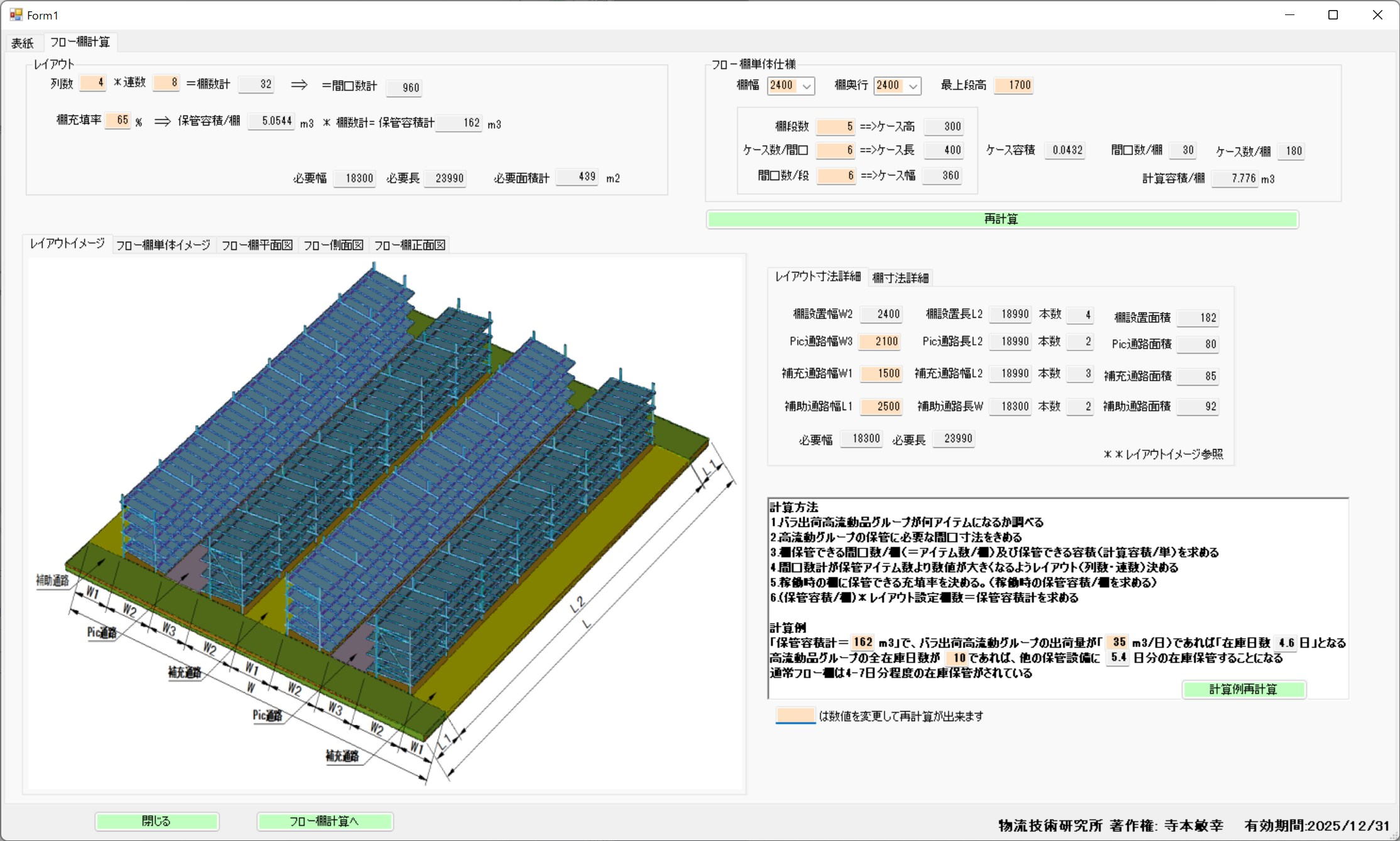
計算畫面
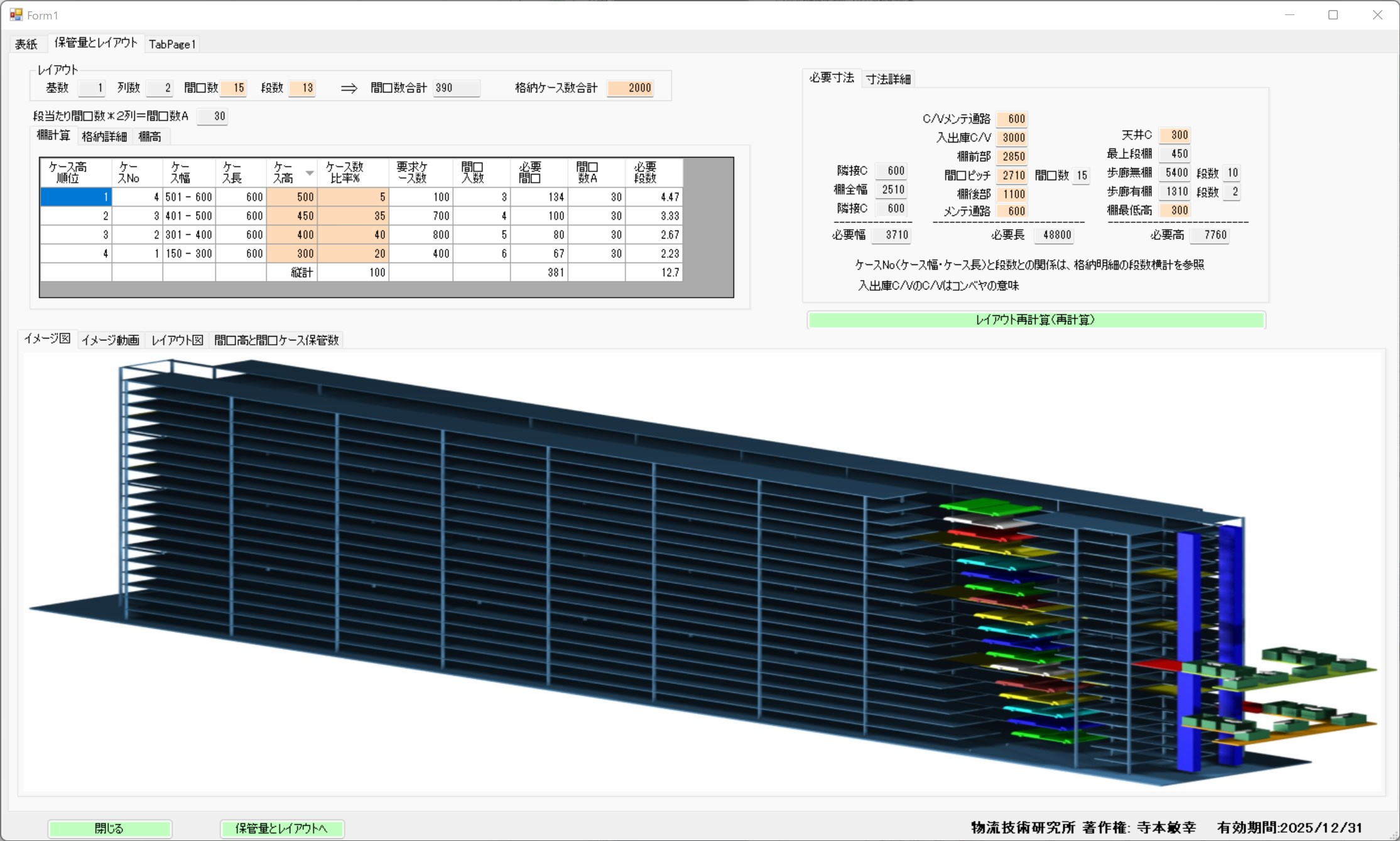
紙箱裝載形式與儲存數
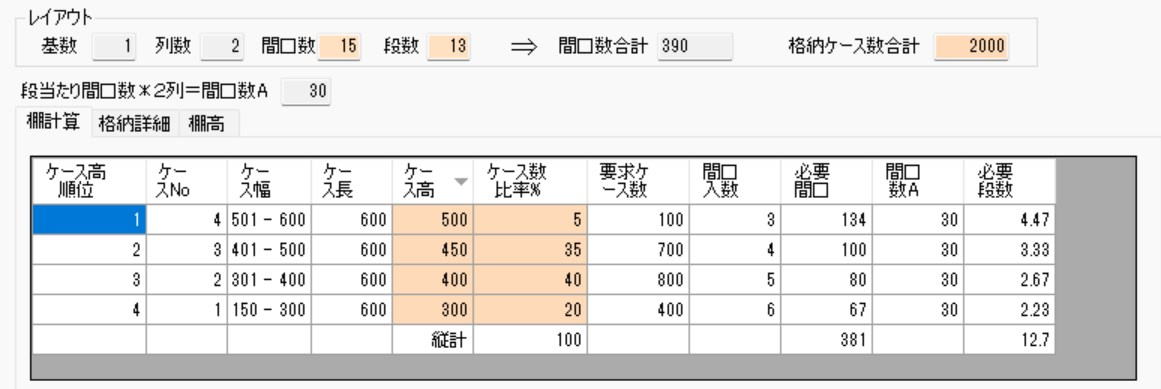
關於儲存箱數的計算,因為長寬高在150-600以內的紙箱全都能儲存,所以是基於一定條件的計算。
在左表條件下,1座(2列*15個儲位*13層)的儲存量將是2000箱。
請嘗試更改左表的Tera設定,以確認儲存量的變化。
紙箱自動倉庫的動作
從庫內輸送帶移載入庫紙箱,
搬送至貨架儲位,並儲存於貨架中。
移動至有出庫紙箱的貨架儲位,移載紙箱,
搬送並將紙箱降至貨架內輸送帶,
然後透過垂直搬送機移載至貨架外出庫輸送帶。
上述的入出庫動作,每小時可進行50-60次。
平面配置
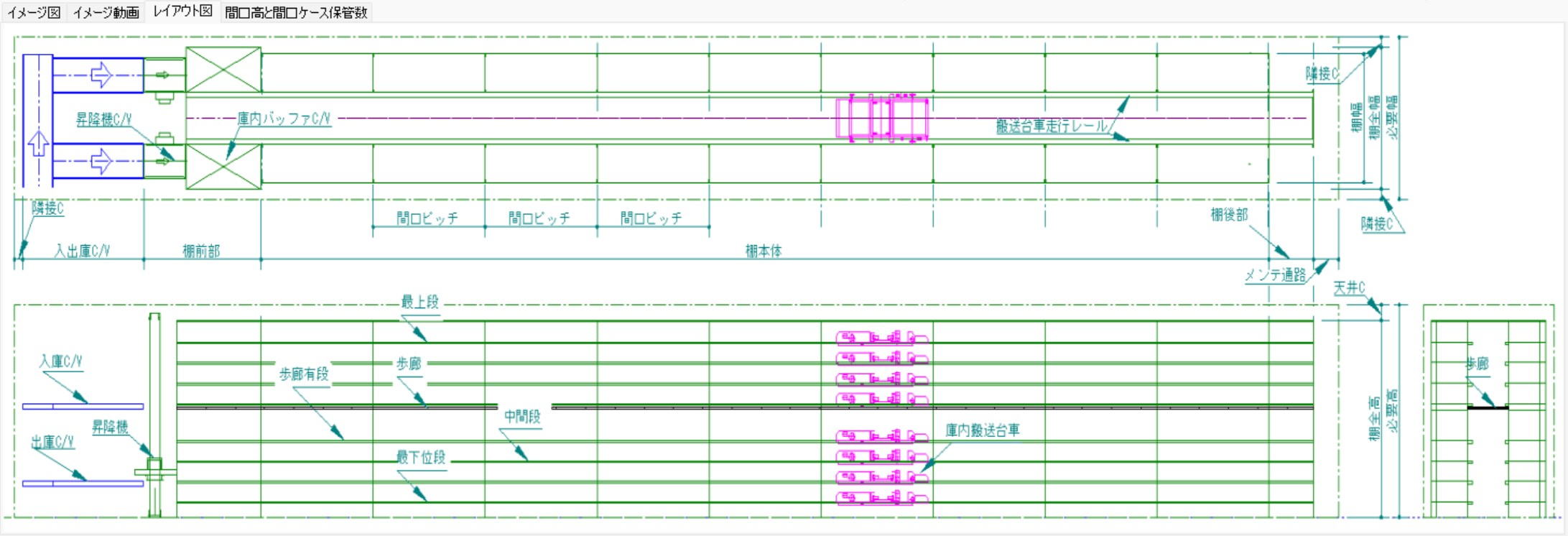
紙箱貨架的前面及背面可以設置入出貨輸送帶。(上方配置圖僅設置於前面)
在每2000mm高度間距設置走道,使得在故障停機時也能進行出庫。
最上層每超過5m就視為有虛擬樓板進行計算。
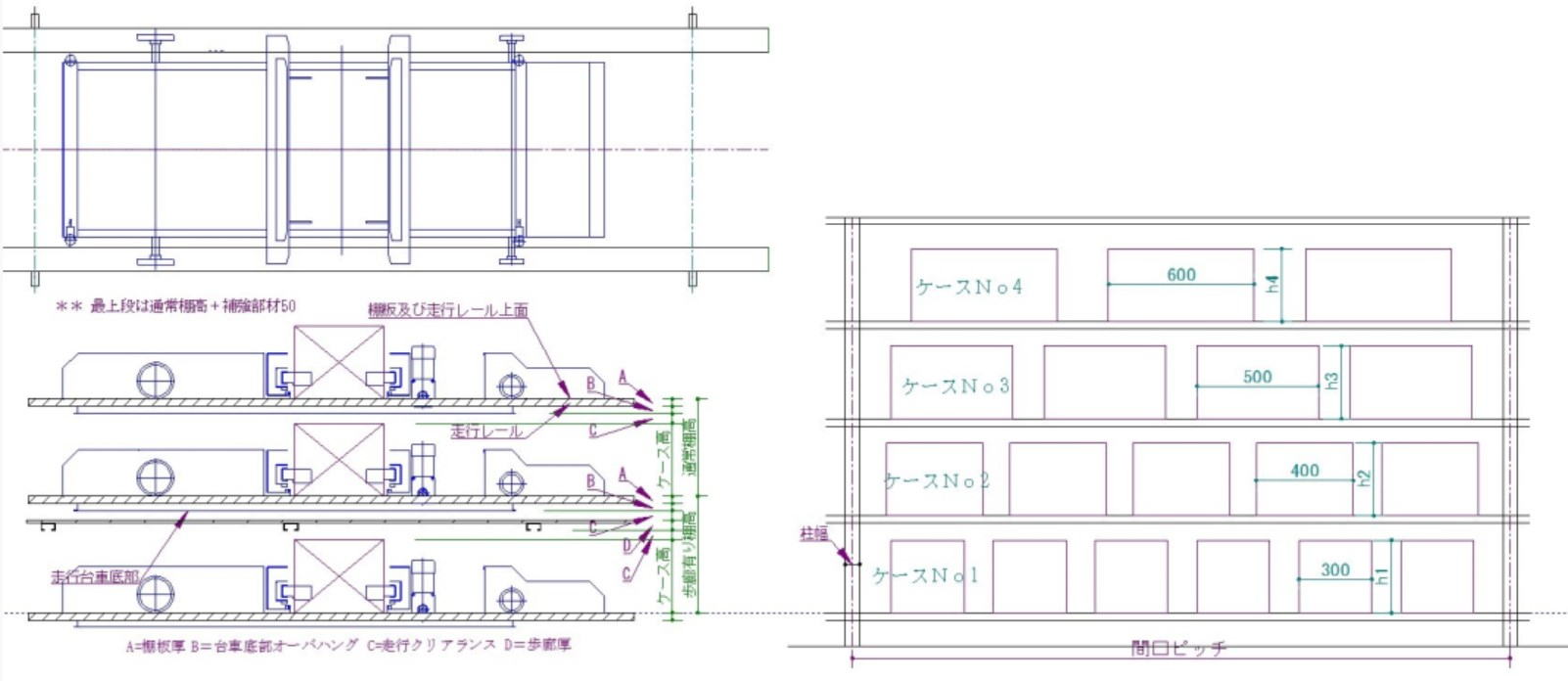
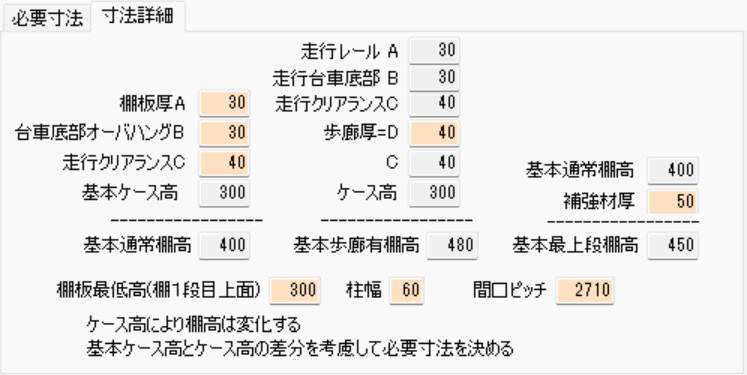
行駛台車與貨架儲位高度、儲位寬度及紙箱保管數
儲位間距2710mm,每個儲位的保管紙箱數:
300mm寬的紙箱為6箱,400mm寬的紙箱為5箱,500mm寬的紙箱為4箱,600mm寬的紙箱為3箱。
照片標題
行駛台車是會懸垂於軌道下方的結構,請注意有走道的儲位與無走道的儲位在尺寸上的協調。
可變更Tera設定。
第6節 流動式貨架計算
流動式貨架的基本結構與計算
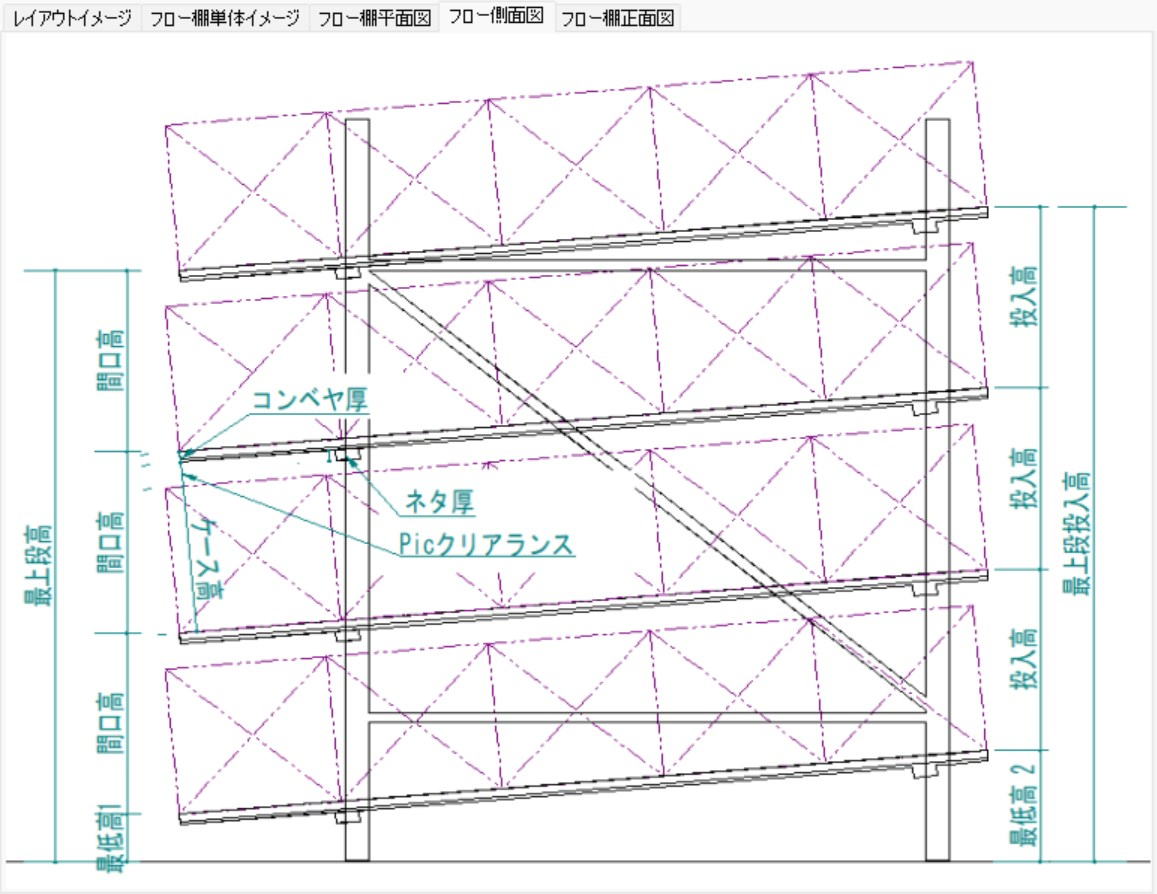
流動式貨架的結構是讓從後方入庫的貨物,藉由傾斜度流向前方(出庫側),這是一種適合先進先出(FIFO)的貨架。
- 貨架數的算出: 總貨架數是由「列數 × 組數」來算出。
- 單元構成: 流動式貨架是由獨立的「單一貨架」以及與旁邊貨架共用支柱設置的「連續追加貨架」所構成。
- 填充率的特性: 因為要在固定的貨架寬度中暫時保管各種尺寸的紙箱,所以一般來說貨架的填充率會有偏低的傾向。
在設計流動式貨架時,考量作業人員的屬性(如身高)與揀貨頻率是很重要的。
- 最上層的運作:
- 位於高處的最上層因為難以拿取貨物,所以適合保管出庫頻率低的商品。
- 在以女性作業員為主的現場,就必須考量準備墊腳凳,或是將最上層的高度設定得低一些。
- 保管效率 vs 作業效率:
- 若減少層數(例:將4層改為3層),保管能力將減少25%,但作業性會相對提升。 究竟要優先考量保管量還是揀貨效率,需要透過模擬來進行慎重的判斷。
設計尺寸(間隙餘裕)
- 建築物相鄰間隙餘裕: 建築物(牆壁等)與貨架之間的間隔,通常設定為 100mm。
- 自動計算: 只要更改Tera計算的設定數值,就能立即算出反映了這些運作條件的必要面積。
計算畫面
照片標題
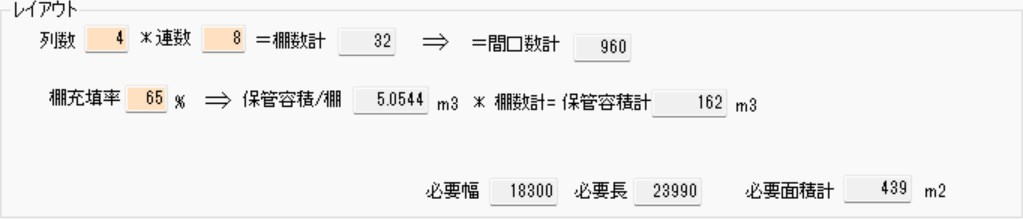
貨架數=列數*組數
流動式貨架是由單一貨架與連續追加貨架所構成
(連續追加是指與旁邊貨架共用支柱的貨架)
由於必須在固定的貨架寬度中暫時保管各種尺寸的紙箱,推測貨架填充率會非常差。
照片標題
最上層因為不好拿取,所以保管出庫頻率低的商品。
通常是由女性來進行揀貨,所以有必要準備墊腳凳,或是
配合女性將最上層設低一點。
若將4層貨架改為3層會減少25%,所以到底是要優先考量揀貨效率還是保管,是個令人煩惱的地方。
與建築物相鄰的間隙餘裕為100mm。
第7節 中型貨架計算
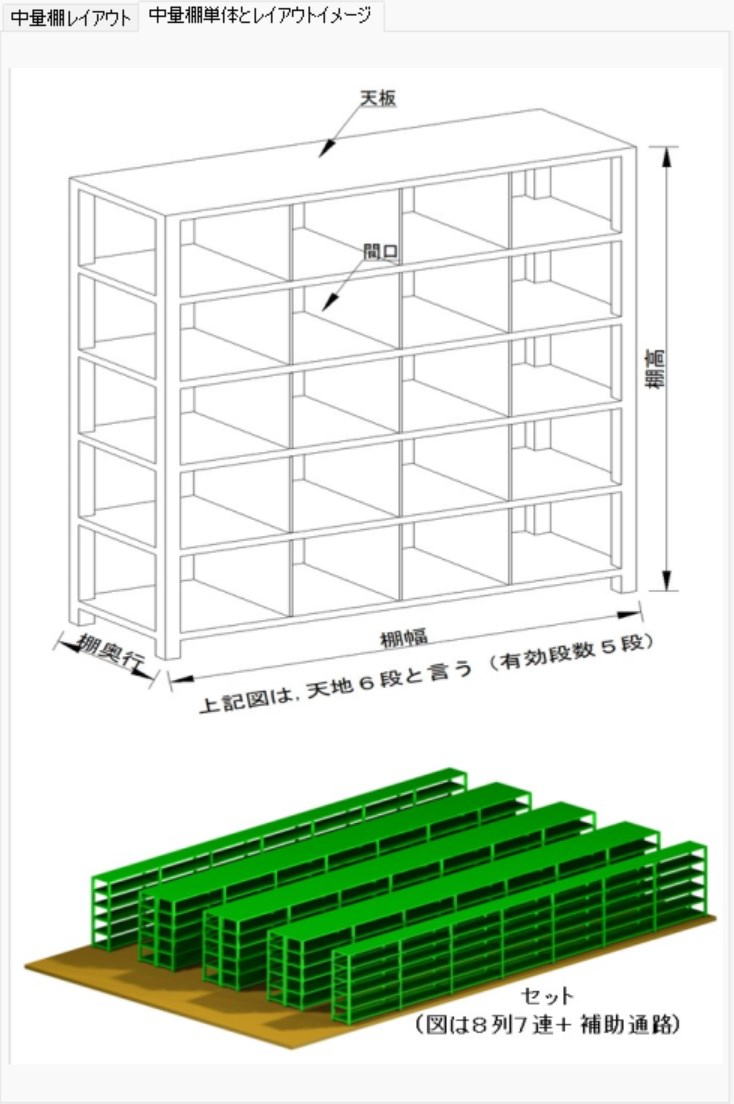
中型貨架的基本規格與面積計算
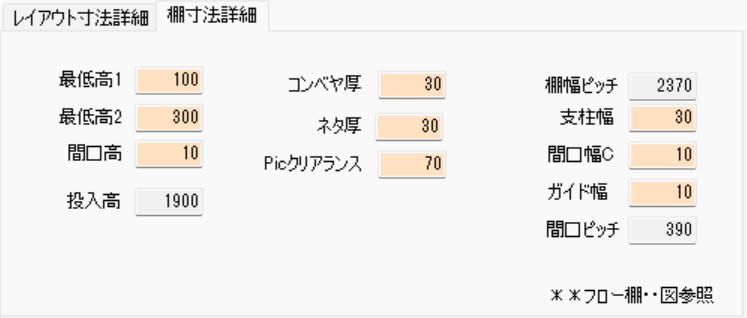
中型貨架的設置面積,會透過設定貨架的具體尺寸規格(寬度・深度・高度)以及配置的列數・組數來自動計算。
- 可選擇的尺寸設定:
- 貨架寬度: 1,800 / 2,100 / 2,400 mm
- 貨架深度: 300 / 450 / 600 / 900 mm
- 貨架高度: 1,800 / 2,100 / 2,400 mm
- 層數: 3 / 4 / 5 / 6 層
- 貨架儲位: 2 / 3 / 4 / 5 / 6 / 7 / 8 個儲位(每1層的品項分割數)
- 相鄰間隙餘裕: 在高度超過3,000mm的大型設備(自動倉庫或棧板固定貨架)中需要200mm的空隙,但高度未滿3,000mm的中型貨架或流動式貨架,可以用 100mm 的相鄰間隙餘裕來設計。
為了將中型貨架的保管能力發揮到最大,根據品項尺寸進行靈活的儲位設計是很重要的。
- 儲位的最佳化: 在1層中保管的品項數不需要是固定的。 透過將容積小的品項與容積大的品項組合在一起,能減少貨架的死角,並提升填充率。
- 保管區域的分散: 需保管的品項會分散至「庫存保管區域(預備區)」與「出貨作業區域(中型貨架)」這2個地方來進行管理。
庫存天數與補充週期的模擬
在Tera計算中,可以根據庫存量推算計算,來算出中型貨架中的庫存天數。
計算範例
在以下條件進行模擬時,能在中型貨架中保持的庫存天數將是 14天份。
- 中心整體的庫存天數:40天
- 中型貨架的有效保管容積(考量填充率70%後):35 $m^3$
- 中心整體的庫存容積:100 $m^3$
- 算出公式: $(35 m^3 / 100 m^3) \times 40 \text{天} = 14 \text{天}$
實務上的重點: 考量從庫存區域向中型貨架(作業區域)補充的作業負擔,理想的設計是讓作業區域能保持 20天份以上 的庫存。
品項組成的推算(基於經驗值的計算)
根據出貨頻率(B・C・D等級的品項),推算庫存區域與作業區域的品項分散狀況。
- 作業區域(中型貨架)品項數: 1,000個品項
- 在庫存保管區域中減少的品項數: 210個品項
- 計算範例: $(14\text{天(中型貨架庫存)} / 20\text{天(理想庫存)}) \times 1,000\text{個品項} \times 0.6 = 210$
- 結果: 庫存保管區域將會由790個品項所組成。
計算畫面
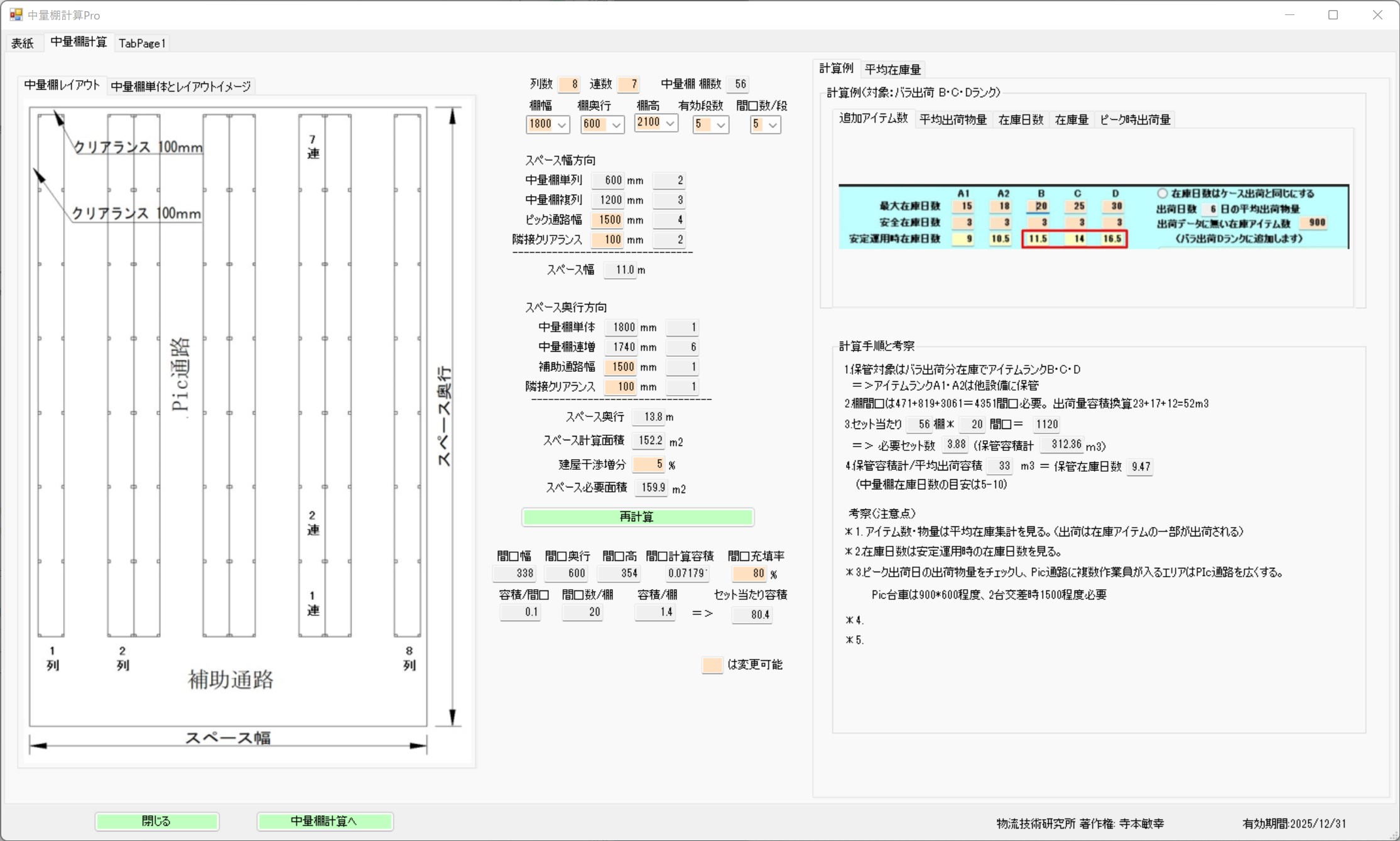
設定好中型貨架的規格以及列數・組數後,就會計算出設置面積。
貨架規格及列數・組數
貨架寬度可選擇1800・2100・2400。
貨架深度可選擇300・450・600・900。
貨架高度可選擇1800・2100・2400。
層數可選擇3・4・5・6。
貨架儲位可選擇2・3・4・5・6・7・8。
貨架儲位
中型貨架能保管的品項數,是由貨架1層要保管多少個品項來決定的。 儲位不需要是等距的,透過將容積小的品項與容積大的品項組合在一起,能提升貨架的填充率。
需保管的品項會分散至庫存保管區域與設置了中型貨架的出貨空間區域這2個地方來保管。
當目標品項為1000個品項,
中心庫存天數=40天,中心庫存容積=100m3,
中型貨架有效貨架保管容積=50m3,貨架填充率=70%,
中型貨架有效貨架保管容積=35m3時,
中型貨架庫存天數=(35m3/100m3)*40天=14天。
庫存保管區域會是26天。出貨作業區域會是14天。
考量從庫存區域向出貨作業區域補充的作業負擔,出貨作業區域(中型貨架)的庫存天數會希望能保持20天以上的庫存。
那麼在上述計算時,庫存保管區域與出貨作業區域的庫存品項數會是怎樣的組成呢?
作業區域品項數為1000個品項。
庫存保管區域品項數為790個品項。
庫存保管區域是:
減少品項數=(中型貨架庫存天數/中心庫存天數)*品項數*0.6
減少品項數=(14/20)*1000*0.6=210
上述計算是基於經驗值的計算範例。
PL固定貨架或自動倉庫高度因為超過3000mm,所以相鄰間隙餘裕為200mm,但流動式貨架・中型貨架的高度未滿3000mm,所以相鄰間隙餘裕100mm就可以了。
中心總庫存量可從下表獲得:
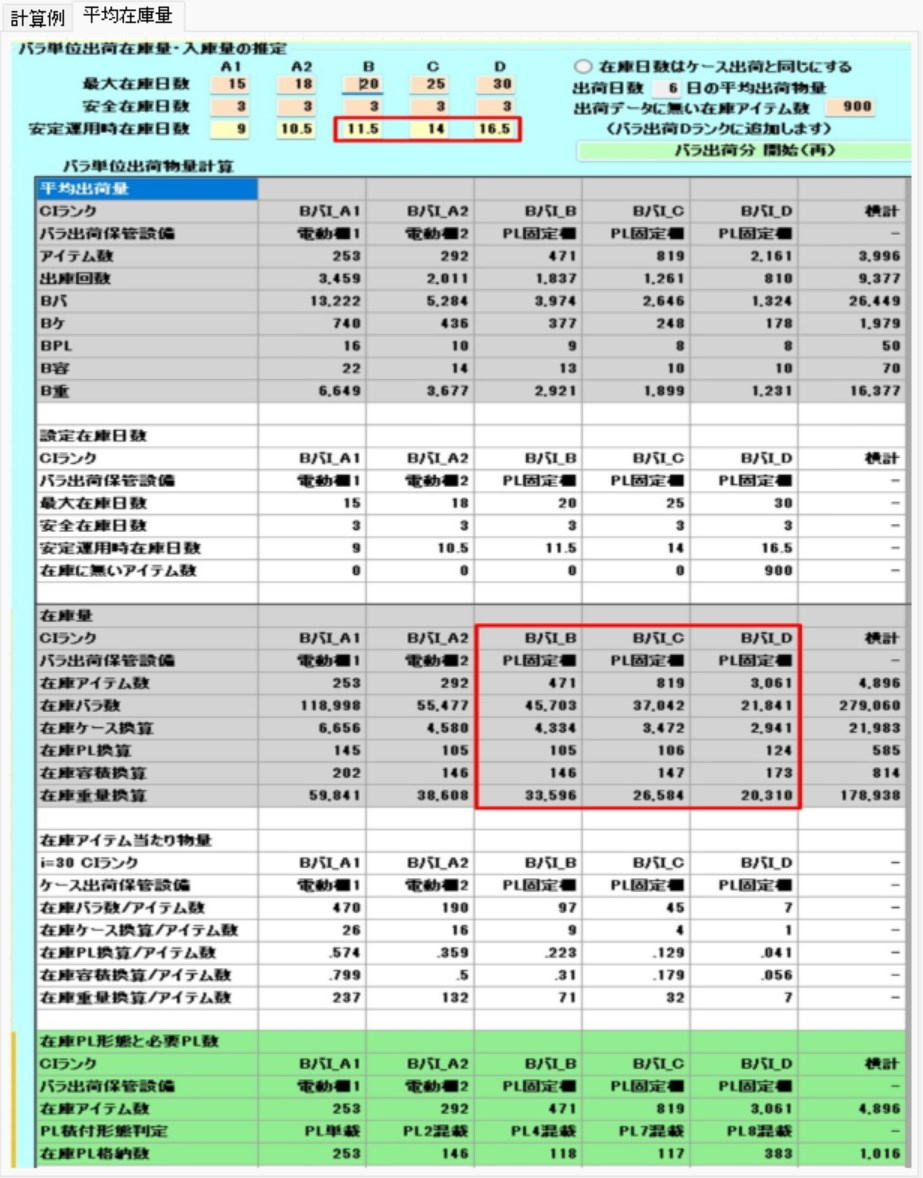
左表可從庫存量推算計算中獲得。
中型貨架的目標品項為 B散裝_I_B・B散裝_I_C・B散裝_I_D。
表格的讀法請參照庫存量推算計算。
第8節 分揀機計算
分揀機(Sorter)的基本構成與尺寸計算
分揀機的整體尺寸,大致上是作為「投入部」、「中間部」、「驅動部」這3個區段的合計來算出的。
- 整體寬度的計算公式:
$$ \text{分揀機寬度} = \text{前部(投入部)} + (\text{中間部單元長度} \times \text{中間部分揀口數}) + \text{後部(驅動部)} $$
- 決定分揀口尺寸的要素: 分揀口(滑槽)間的尺寸,以及分揀口本身的長度,是根據承接貨物的籠車等設備的設置尺寸來決定的。
在確定了分揀機機體尺寸後,接著要確認是否與建築物或其他設備發生干涉,並計算運作上必要的附屬空間。
- 周邊空間的檢討: 必須考量與建築物的協調,以及維護保養所需的留白空間。
- 商品待命空間: 除了算出的機體尺寸外,還要確保用來暫時放置等待分揀貨物的空間。
- 靈活的模擬: 只要更改Tera計算的設定值,就能立即確認單元數或分揀口構成的變化,會對整體設置面積造成什麼影響。
導入・活用的優點
- 高精準度的配置計畫: 由於採用累加機器各主要零件尺寸的方式,所以能做出精確考量了現場柱子位置或與牆壁距離的設計。
- 物流流程的最佳化: 透過掌握從投入部到驅動部的物理長度,可以讓搬送輸送帶的連接或作業員的配置計畫變得更有效率。
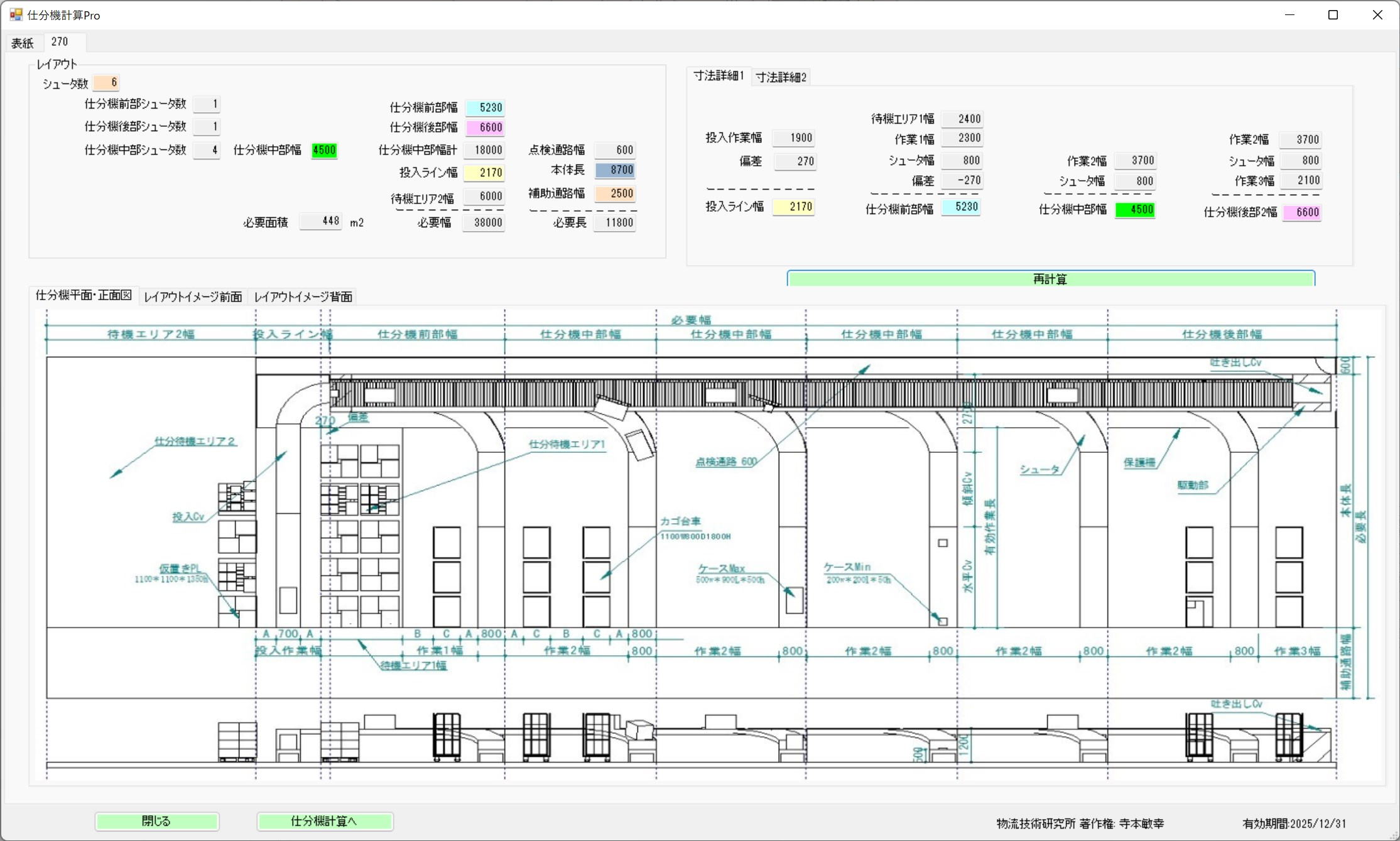
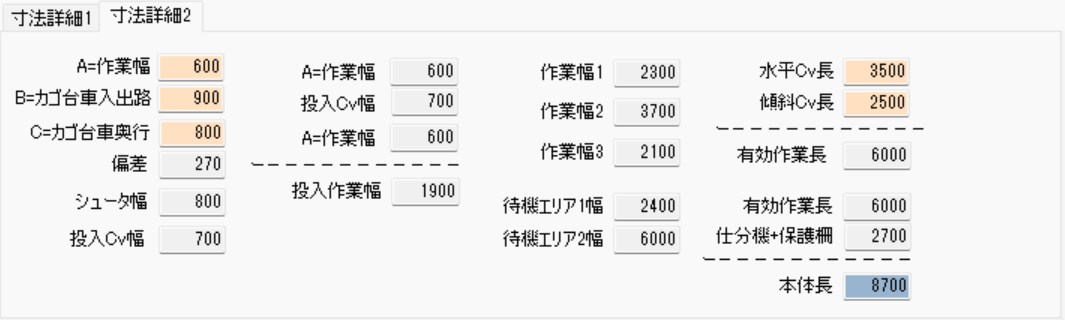
計算畫面
照片標題

分揀機分為投入部(前部)與中間部及驅動部(後部)來計算。
分揀機寬度=前部+(中間部*中間部分揀口數)+後部。
分揀口間的尺寸及分揀口的長度由籠車設置尺寸決定。
在確定了這個分揀機機體尺寸後,再看留白空間或與建築物・其他設備的協調情況,來計算商品待命空間。
請嘗試變更Tera設定值,觀察設置面積的變化。
第9節 人工分揀計算
人工分揀計算概要
人工分揀是在還不到需要導入專用自動化設備的情況下,或是在需要有效活用空間的現場所進行的一般手法。 設置面積會因以下要素而變動。
- 籠車尺寸: 使用的籠車大小。
- 分揀通道寬度: 供作業員或台車通行的空間。
- 出貨地數: 需要進行分揀的配送地數量。
人工分揀是靈活活用配送中心內的死角或多用途空間來進行的。
- 實施場所: 常活用使用頻率較低的通道,或是出貨待命空間等地方。
- 成為對象的貨物: 主要是以整箱出貨為對象,配送地則以自家車隊或專車為中心。
- 與宅配的差異: 如果利用宅配,只需要在紙箱上貼上出貨標籤,並搬送到宅配業者的指定區域即可,因此中心端不需要進行詳細的分揀作業。
效率化的重點
在運作面上花點心思,對於節省空間與縮短作業動線是很有效果的。
- 削減待命區域: 從庫存區域出庫的作業員,如果直接將貨物搬送並放置到分揀目的地,就不需要特別確保暫時的「分揀待命區域」。
- 靈活的面積模擬: 只要在Tera計算畫面上調整各種數值,就能立即算出對應物量增減的最佳必要面積。
計算畫面
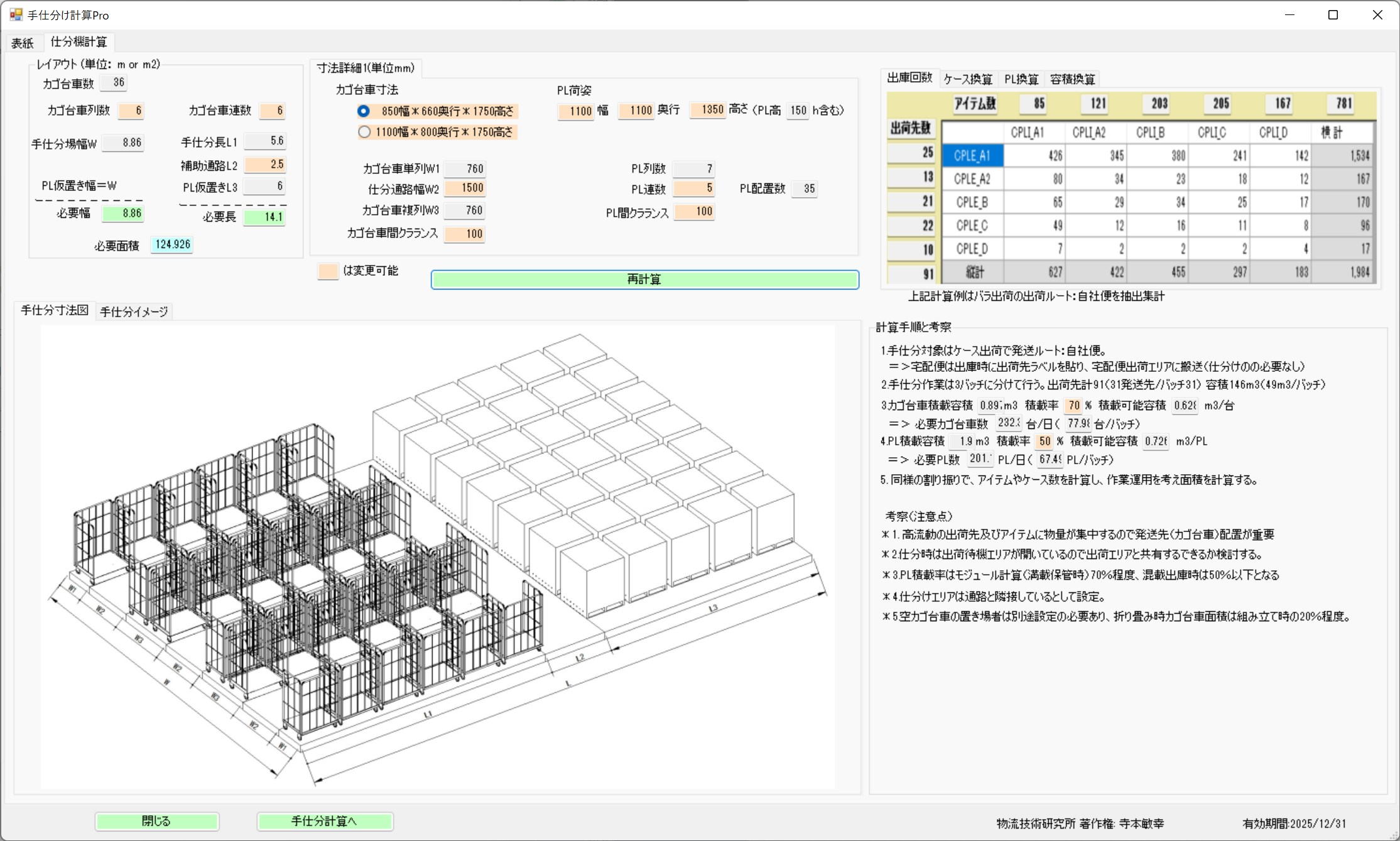
設置面積會因籠車尺寸・分揀通道及出貨地數而改變。
人工分揀意象
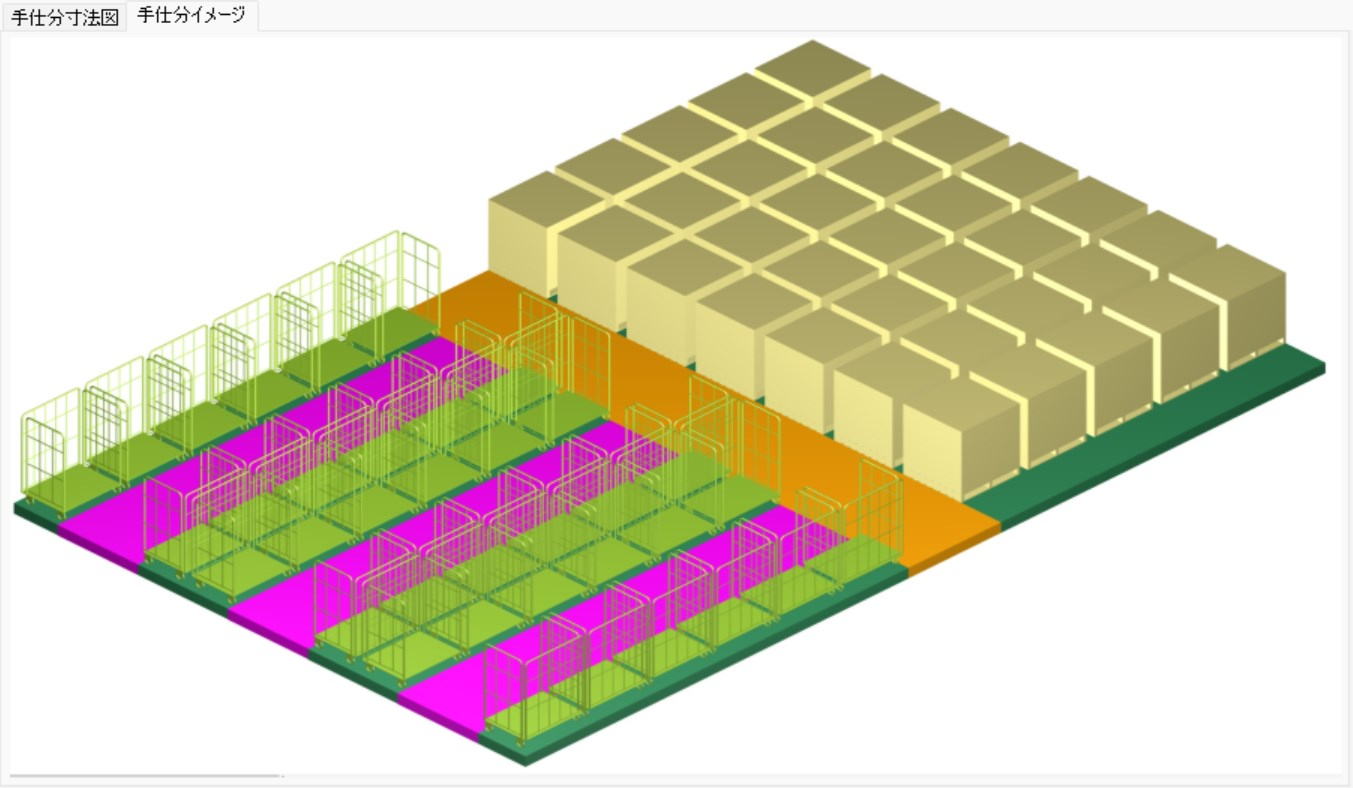
人工分揀常在使用頻率較低的通道或出貨待命空間等地方進行。
分揀的對象為自家車隊的整箱出貨。會以專車為對象。 宅配因為只需要在紙箱上貼上出貨標籤並搬送至宅配業者區域即可,所以不需要分揀。
此外,從庫存區域出庫的作業員如果直接進行分揀,也就不需要分揀待命區域了。
第10節 檢驗包裝計算
檢驗・包裝計算的2種模型
根據作業的嚴謹度或自動化的程度,會以下列2種方法來算出面積。
- 檢驗包裝計算1(假設全數檢驗): 這是一個對所有出貨物進行檢驗與包裝的標準作業模型。
- 檢驗包裝計算2(假設無檢驗): 基於配送中心規模計算(Tera計算2自動),假設了一個經過效率化設計的「無檢驗」流程。
在這個模型中,會根據作業員的人數與處理能力,導出必要的作業組數與面積。
作業構成與面積算出的思維
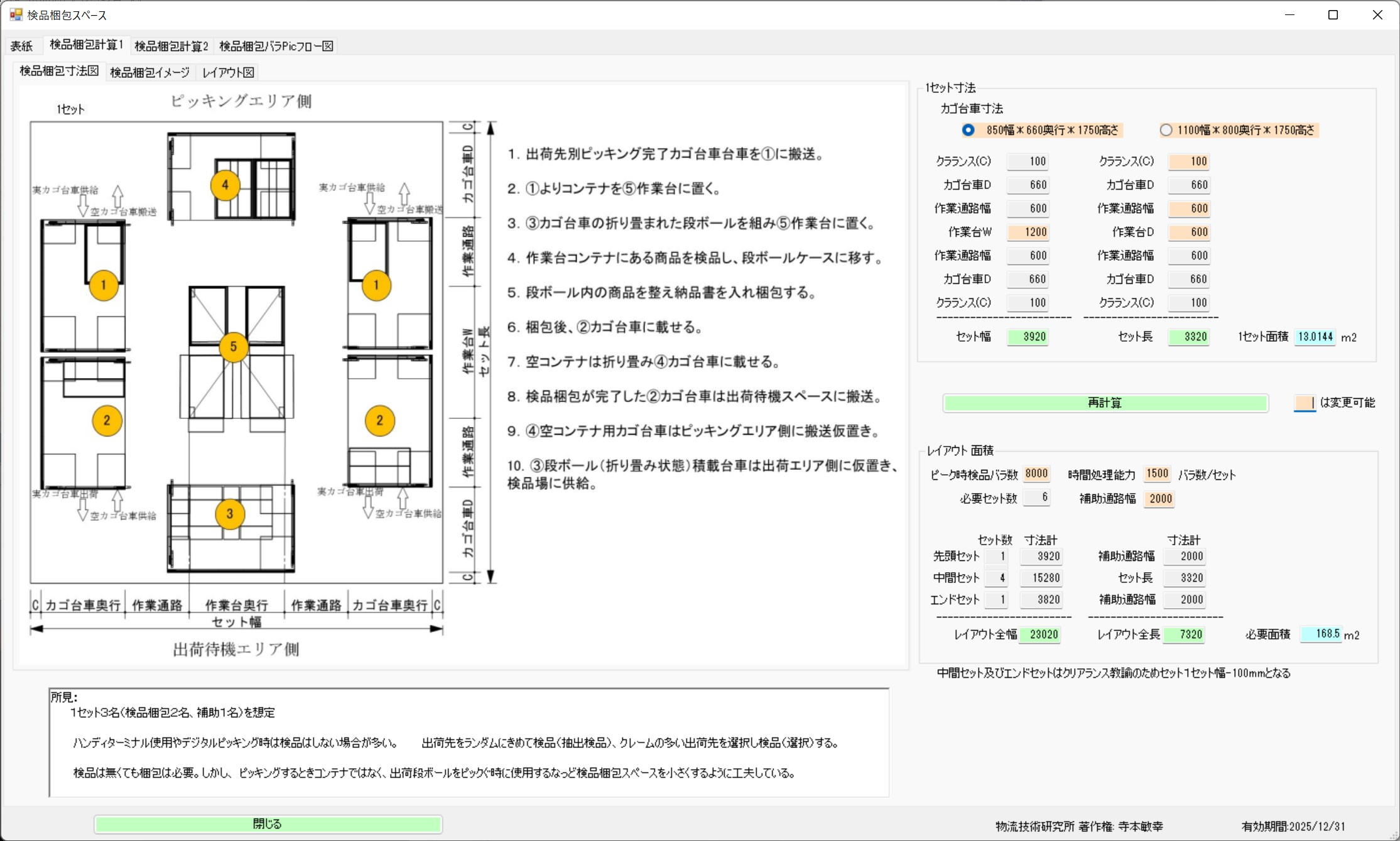
- 標準的體制: 假設以檢驗作業員4名、輔助人員1名,共計5名為1組。
- 變動要因: 依據使用的籠車尺寸,或是實際的運作流程,必要的作業空間將會增減。
計算模擬範例
每小時檢驗20,000個散裝商品的算出範例如下。
| 項目 | 數值 |
|---|---|
| 每1個的檢驗時間 | 2秒 |
| 1組(4名)的能力 | 每小時 7,200個 ($3600 \text{秒} / 0.5 \text{秒}$) |
| 必要組數 | 3組 ($20,000 / 7,200 = 2.77 \dots$) |
| 總必要面積 | 39 $m^2$ ($13 m^2 \times 3 \text{組}$) |
第2項:檢驗包裝計算2(無檢驗模型)
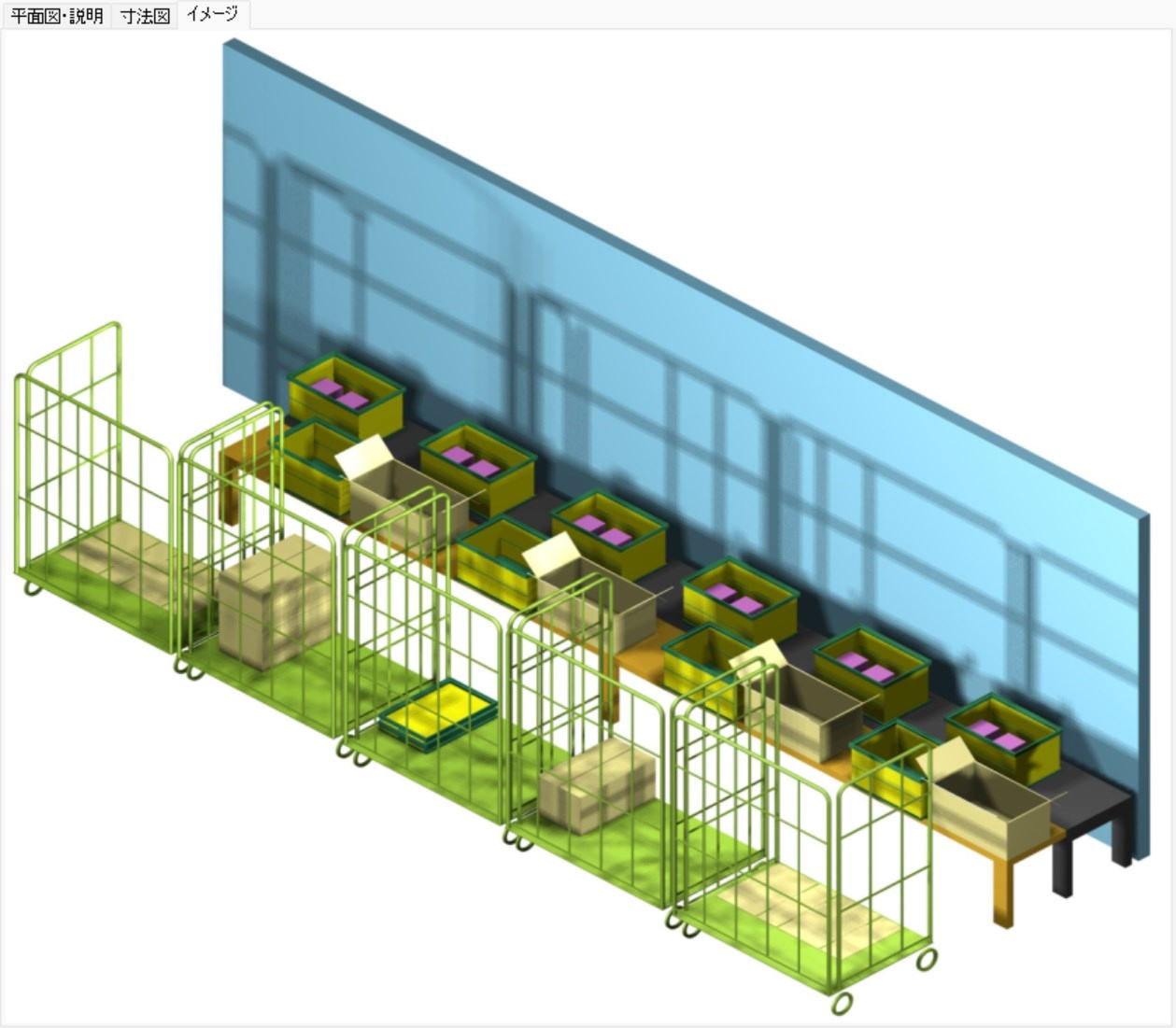
藉由簡化或自動化檢驗工程,使作業空間與動線達到最佳化的模型。
- 自動連結: 設計成與第4章「配送中心規模計算」中的散裝揀貨流程圖連動。
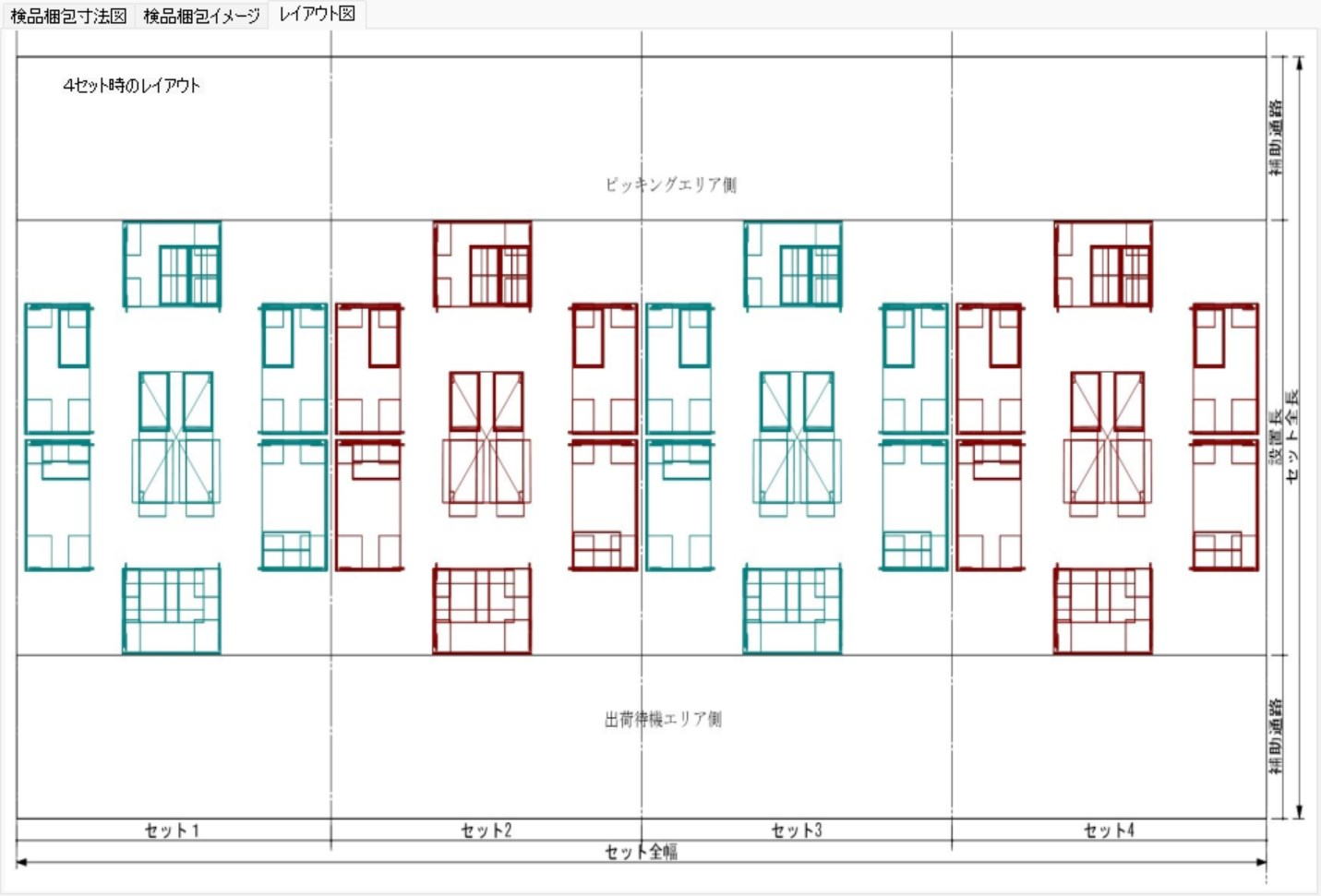
- 多組配置: 當處理物量多時,可以模擬配置多條作業線(組)時的配置面積。
第2項 檢驗包裝計算2
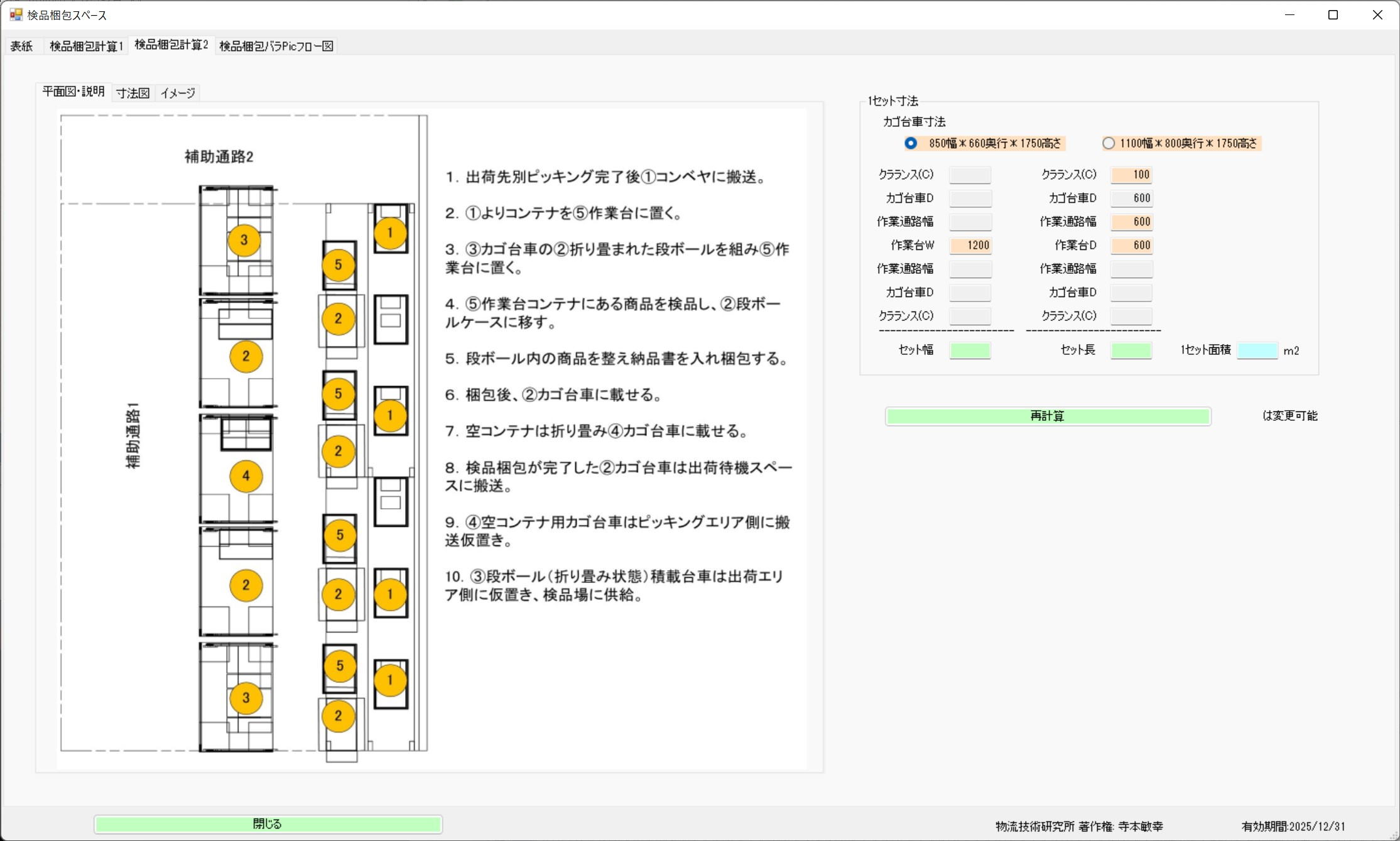
檢驗包裝計算2意象
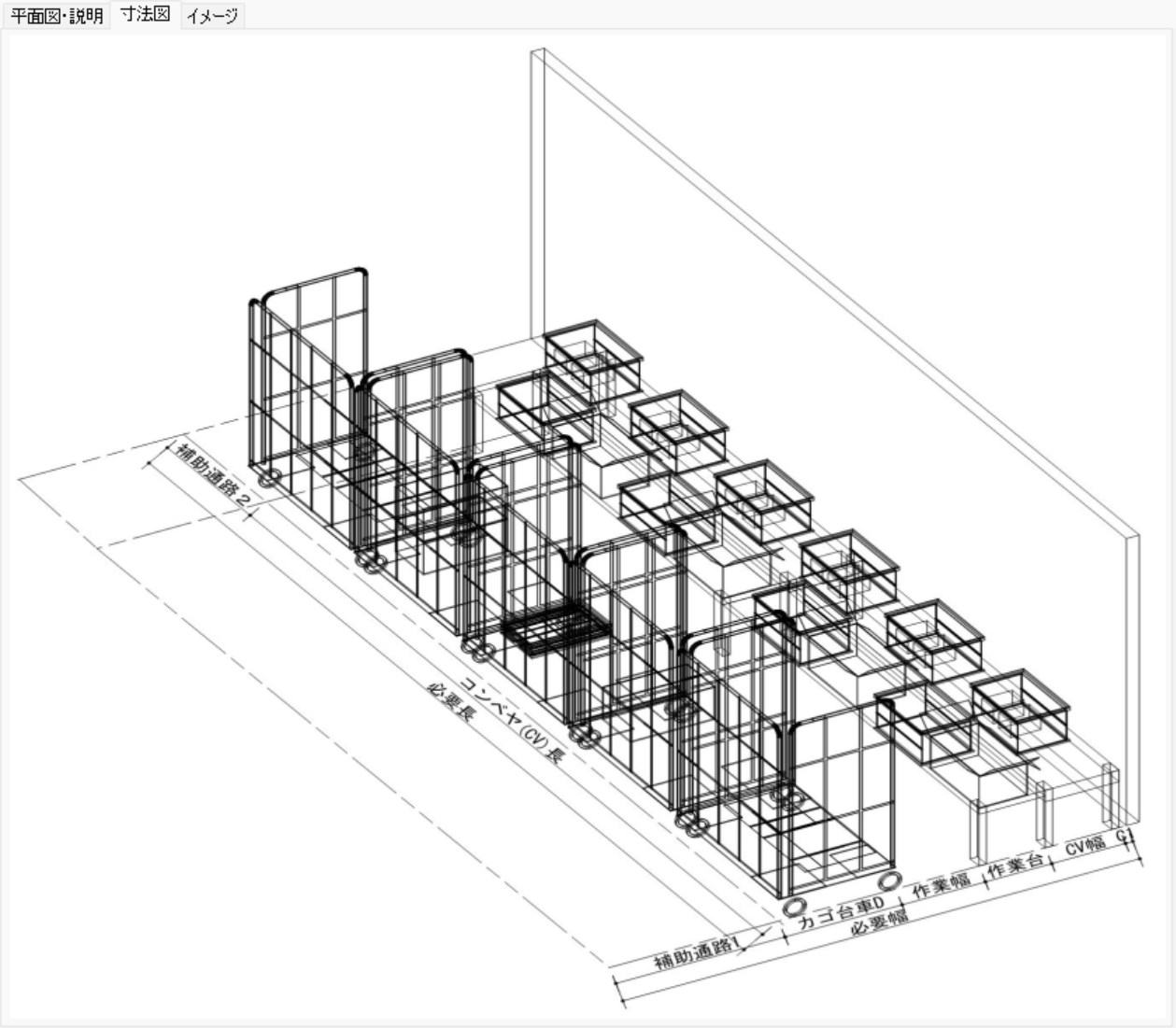
照片說明
檢驗包裝計算1假設的是全數檢驗包裝作業,而檢驗包裝計算2則是假設在Tera計算(配送中心規模計算)中所採用的無檢驗作業。
關於無檢驗的作業,請參照「第4章 Tera計算2自動 配送中心規模計算的 第7項 檢驗包裝散裝Pic流程圖」。
第1項 檢驗包裝計算1
照片標題
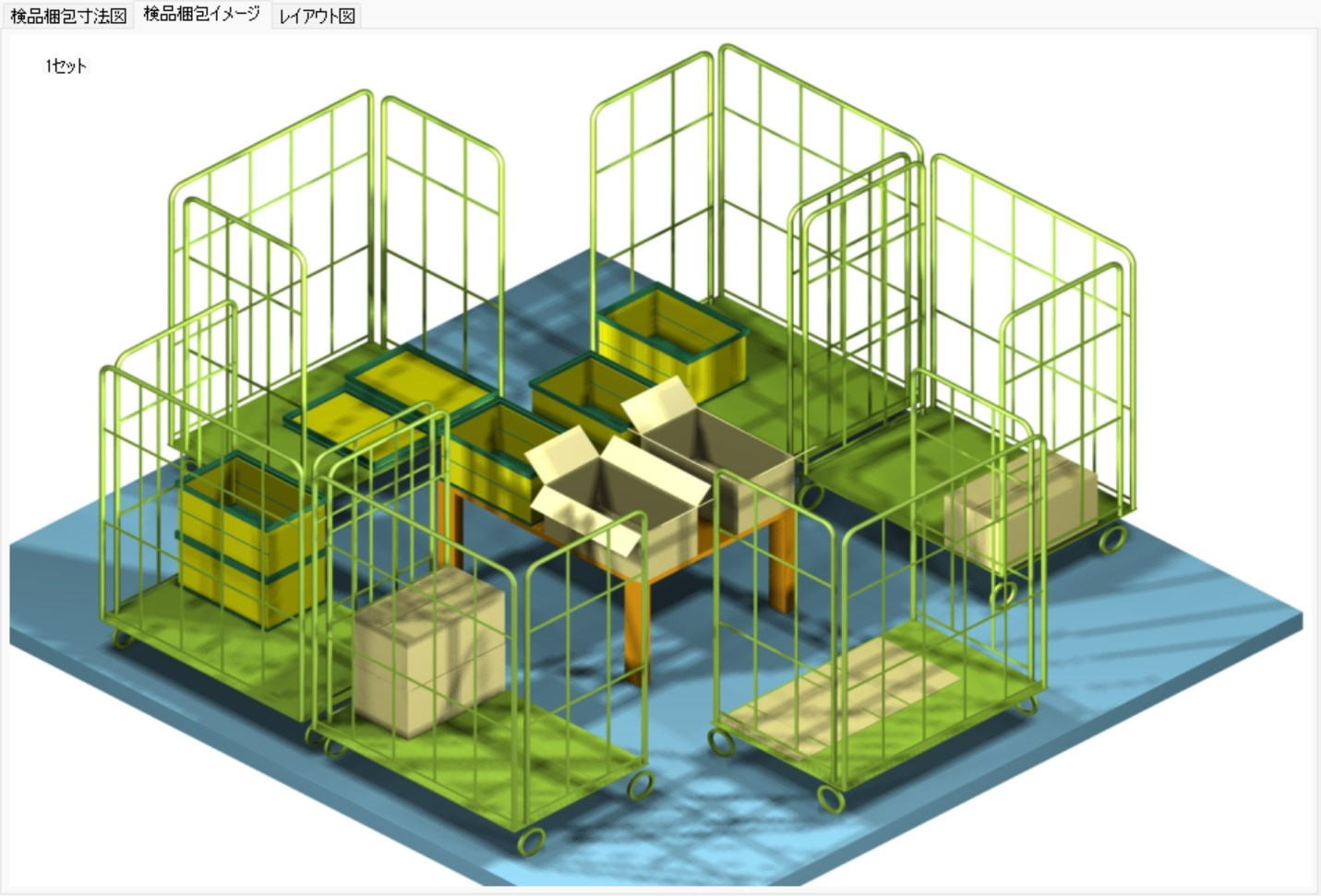
假設為檢驗作業員4名、輔助1名的作業。
作業空間會依據籠車尺寸或運作方法而增減。
計算範例:
每小時檢驗散裝數20000個
每個散裝檢驗時間為2秒,
1組4名可以每個散裝0.5秒的速度進行檢驗,
每1組的每小時處理能力=3600/0.5=7200個
必要組數=20000/7200=2.8組=>3組
必要面積將為13m2*3組=39m2。
照片標題
照片說明
多組時的面積計算
照片說明